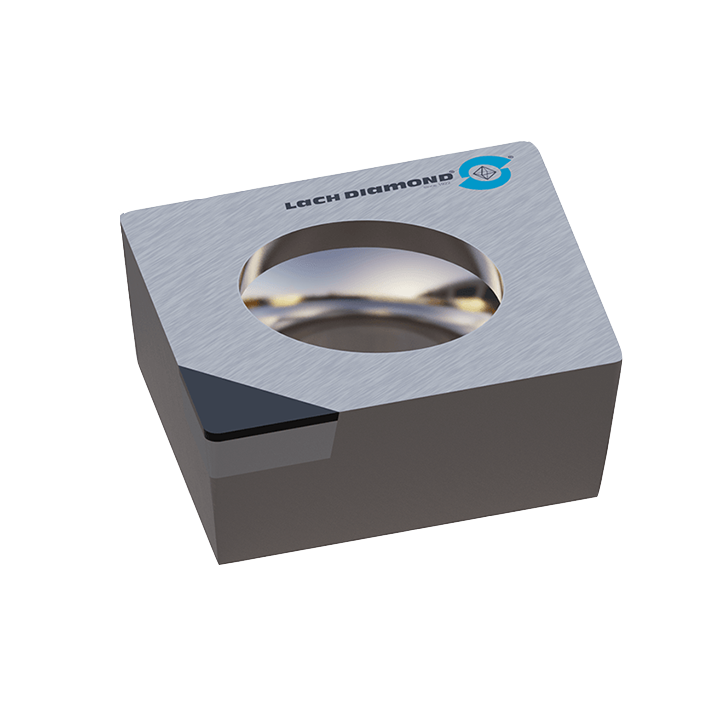
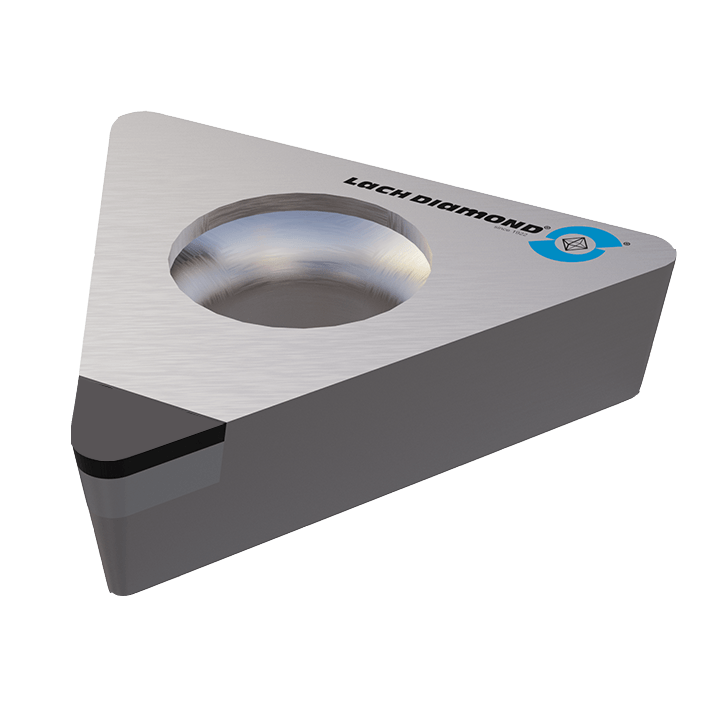
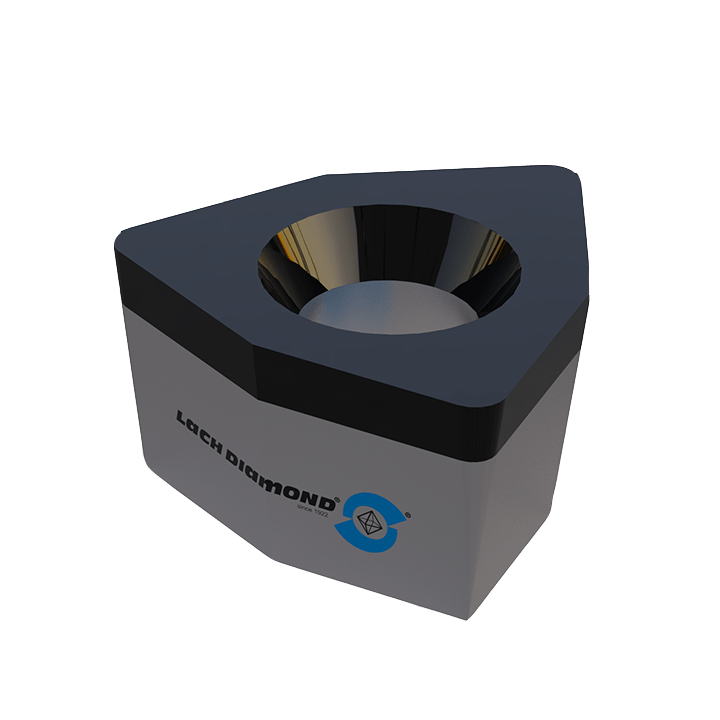
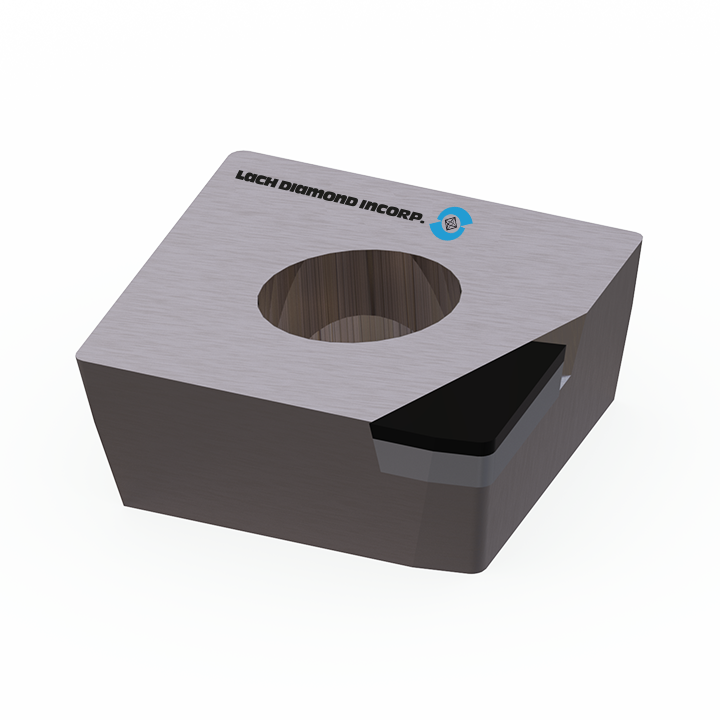
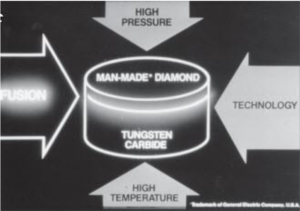
PCD (polycrystalline diamond) consists of diamond crystals which are sintered into a bond matrix (cobalt or tungsten) at high pressure and at high temperatures. Between the individual crystals there is a metal binding phase which is mainly applied to carbide body.
Due to the random diamond orientation the PCD layer is formed as an isotropic body which has no preferred cut direction.
PCD closely approximates to a monocrystaline diamond in terms of hardness and its abrasion resistance outperforms carbide by a hundredfold.
Turning tools with PCD cutting edges are successfully used for the processing of aluminum, non-ferrous metals and composite materials, preferably in series production and for abrasive materials.